

电话:18706131983
邮件:wzlhan@163.com
地址:安徽省天长市新街镇工业园区1号
在精密电子制造领域,尤其是BGA(球栅阵列封装)、CSP(芯片级封装)的返修与组装中,焊锡球的应用堪称核心工艺。2025年,随着芯片集成度飙升和封装微型化趋势加剧,掌握高效、可靠的焊锡球植球与焊接技术,已成为硬件工程师、维修技师乃至电子爱好者的必备技能。别再被那些细小的锡球和复杂的回流曲线吓倒,今天我们就来分享一系列经过实战检验的焊锡球技巧,让你的焊接工作事半功倍,成品率直线提升。
精密准备:成功植球的基石
焊锡球植球绝非简单的“放球加热”,前期的精密准备决定了至少70%的成功率。焊盘处理是命门。必须彻底清除旧锡残留和氧化层,使用高品质的免清洗助焊剂配合专用的烙铁头或热风枪,进行轻柔、彻底的清理。2025年主流的精密焊盘清洁工具,如超细纤维笔尖清洁棒配合低残留活化剂,能有效去除微观污染物而不损伤焊盘。清理后,焊盘应呈现均匀、光亮的金属本色,这是确保新焊锡球良好润湿的关键。
焊锡球的选择与匹配至关重要。直径、合金成分(如SAC305无铅焊锡球仍是主流,但低温BiSn合金需求也在增长)、表面氧化程度都必须严格把关。2025年,高一致性、低氧含量的精密焊锡球供应更加成熟,但购买时仍需认准可靠渠道。对于间距极小的芯片(如0.3mm pitch),0.25mm或0.2mm直径的焊锡球是标配。使用前,建议用专用焊锡球分选板或简易的“锡球模版”进行筛选,剔除变形、粘连或尺寸偏差过大的个体。助焊剂(膏)的选用同样不能马虎,高活性、适当粘度、低残留且兼容无铅工艺的焊锡球专用助焊膏是首选,它能提供焊接所需的热量传递、去氧化能力和润湿性,同时避免桥连。
精准控温:回流焊曲线的艺术与科学
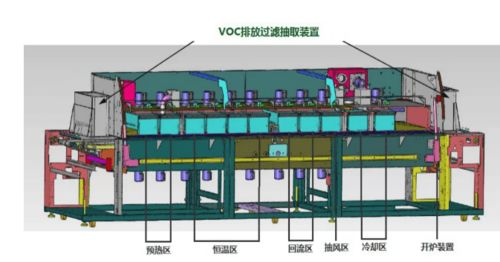
预热、保温、回流、冷却,这四个阶段的温度曲线控制,是决定焊锡球能否完美熔化、坍塌、润湿焊盘并形成可靠焊点的核心环节。预热阶段需缓慢升温(推荐1-3°C/秒),让PCB和元器件均匀受热,避免热应力损伤和助焊剂过早沸腾飞溅。保温区(通常在150-180°C左右)时间要充分,确保助焊剂充分活化去除焊盘和焊锡球表面的氧化物,并使较大元器件(如有)内外温度趋于一致,这对于BGA底部焊点的可靠性尤为关键。
真正的挑战在于回流阶段(峰值温度)。对于SAC305焊锡球,峰值温度通常在235-245°C之间,必须精确保持这个温度范围(即液相线以上时间,TAL)足够长(通常40-90秒),以确保所有焊锡球完全熔化、坍塌,在表面张力作用下完美自对准并形成良好的IMC(金属间化合物)层。但切记过犹不及!过高的温度或过长的TAL会导致焊点晶粒粗大、强度下降,元器件本体或PCB基材也可能受损。2025年,带多点测温功能的智能回流焊台/返修站已成为专业选手的标配,能实时监控PCB上关键位置的温度,动态调整加热参数,大幅提升成功率和一致性。无铅焊锡球的冷却速率也要适当控制,快速冷却能获得更细小的微观组织,提升焊点的机械强度和抗疲劳性能。
实战难题破解:焊点缺陷诊断与对策
即使准备充分、曲线完美,焊锡球焊接后仍可能遇到形形色色的问题。学会快速诊断和解决这些“焊后综合征”是高手进阶的必经之路。桥连是常见问题,尤其是高密度引脚区域。成因多为助焊剂活性不足或用量过多挥发不彻底、焊锡球直径过大或放置偏移、回流峰值温度不足导致焊料未充分收缩。对策包括:优化助焊剂用量和喷涂/印刷均匀性,确保使用尺寸精确匹配的焊锡球和精准的植球对位,以及检查并调整回流曲线(特别是确保达到足够的峰值温度和时间)。对于已发生的桥连,可使用精密吸锡线配合焊台小心处理。
另一个棘手问题是“枕头效应”或“虚焊”。这种现象表现为X光或切片检查下,焊锡球与焊盘或元件引脚接触但未形成良好冶金结合,形似“枕头”。其主要元凶是焊盘或焊锡球表面氧化未被彻底清除(清洁不彻底或助焊剂活性不够/失效),或者元器件在回流过程中因受热不均匀产生翘曲(“爆米花”效应),导致在焊料熔化瞬间两者未能充分接触。预防需加强焊盘预处理,使用高活性助焊剂,确保BGA在植球和焊接前充分除湿(烘烤),并优化回流曲线使升温更均匀。冷焊(焊点表面粗糙、暗淡、未完全熔化)则通常指向峰值温度不足或TAL过短,需要重新审视并验证回流温度曲线。空腔/气孔问题则多与助焊剂选择不当(挥发过快产生气体)、预热不充分(残留溶剂或水分气化)或焊锡球本身质量有关。
实战问答:焊锡球技术进阶解惑
问题1:对于0.3mm或以下极细间距的BGA芯片,手工植球有什么特别需要注意的技巧?
答:极细间距植球难度陡增。核心技巧有三点:辅助工具至关重要。必须使用高精度、开孔与焊盘严格匹配的植球钢网或真空植球笔,确保焊锡球能精准落入每个焊盘位置。2025年,带微距摄像头的植球辅助台能极大提升对位精度。焊锡球直径选择要非常精确,通常比焊盘直径小10-20微米左右,并确保球径一致性极高。助焊剂(膏)的用量和粘度控制要极其精细。推荐使用针尖点涂或精密印刷极薄一层高活性、低粘度的专用助焊膏。用量过多极易导致植球时焊锡球被粘走或回流时桥连,过少则无法有效去除氧化膜和提供润湿。操作环境(无风、防静电)和手部稳定性也要求更高。
问题2:使用无铅焊锡球进行返修时,如何有效避免PCB焊盘损伤(lift-off)?
答:无铅焊锡球熔点更高(如SAC305约217°C),对焊盘附着力是严峻考验。避免焊盘损伤的关键在于“温和”与“均匀”。第一,拆焊旧芯片时务必控制好热风温度和风量,使用合适的喷嘴,均匀加热整个BGA区域,避免局部过热。推荐采用阶梯式升温拆焊法。第二,清理焊盘是重中之重,但手法要极其轻柔。避免使用过大的力或过锋利的工具刮擦,优先选用低磨损的化学清洁方法或专用低温焊锡吸除线。第三,植球和焊接时的温度控制同样要追求均匀性,避免局部热冲击。第四,对于多层板或已知焊盘附着力较弱的板子,返修次数要严格控制,反复加热会显著削弱焊盘与基材的结合力。2025年,一些高端返修站具备底部预热功能,能有效减少板面与底部的温差,降低热应力,对保护焊盘非常有益。
本新闻不构成决策建议,客户决策应自主判断,与本站无关。本站声明本站拥有最终解释权, 并保留根据实际情况对声明内容进行调整和修改的权利。 [转载需保留出处 - 本站] 分享:焊锡球信息










